
3D nyomtató: Hogyan működnek a legjobb szálak és mik azok - egyszerűen elmagyarázva
A 3D nyomtatás egyre népszerűbb. Ez a cikk ismerteti a 3D nyomtató működését, mely szálakat használ lenyűgöző modellek nyomtatásához, és néhány gyakorlati tippet.
Hogyan működik a 3D nyomtató?
A 3D-s nyomtatók olyanok, mint a tenger homokja. Ennek megfelelően különféle technikák léteznek arra, hogy a nyomtató hogyan hozzon létre egy modellt. Alapvetõen azonban az összes nyomtatót a négy különbözõ technika egyikéhez lehet rendelni.
- Egyrészt létezik a sztereolitográfia ("SL" vagy "SLA"). A nyomtató káddal rendelkezik, amelyben folyékony fotopolimer van. A fotopolimerek olyan műanyagok, amelyek fény hatására megszilárdulnak. A nyomtatók általában akril-, epoxi- vagy vinil-észter-gyantával működnek. A gyantát lézerrel kikeményítik. A fotopolimer medencében fennsík található, amely egy szinttel való keményedés után kissé lefelé mozog (mélyebben a fürdőszobába). Miután a modell teljesen megszilárdult, a műanyagok nagy szilárdsággal és kémiailag ellenállnak. Ennek a folyamatnak az előnye a pontossága: a nyomtató mikrométer méretű szerkezeteket is képes nyomtatni. Sajnos a sztereolitográfiai nyomtatók jelenleg még mindig nagyon drágák.
- A szelektív lézer-szinterelés ("SLS") szintén ismert. Hogy megértsük, hogyan működik, képzeljünk el egy csövet, amelybe újra fennsíkot építünk. A fennsík elején van a tetején. Mindenekelőtt egy hengert műanyag, műanyaggal bevont formázóhomok, fém vagy kerámia por eloszlatására használnak a fennsíkon. Ezután egy lézer halad át a fennsíkon, és melegíti a por egyes pontjait, hogy összekapcsolódjanak és létrejöjjön a tárgy első szintje. A fennsík ekkor kicsit leereszkedik, és a folyamat újra kezdődik. Tehát egy tárgy darabszámban felépíthető. Ami itt gyakorlati, az az, hogy a többi anyag támogató anyagként szolgálhat, és - a sztereolitográfiával ellentétben - nem kell nyomtatványokat nyomtatni.
- A klasszikus 3D-s nyomtatásban, az olvasztott lerakódás modellezésében ("FDM") a folyékony műanyagot réteggel felviszik egy felületre extruder segítségével, amely azonnal megszilárdul. Ezután a felület kissé lefelé mozog (vagy az extruder felfelé), és a következő réteg kinyomtatásra kerül. A nyomtatók viszonylag olcsók, és tudják saját magukkal összeállítani bizonyos ismeretekkel. A "túlnyúlással" rendelkező tárgyakhoz, azaz olyan tárgyakhoz, amelyek tetején lényegesen szélesebb, mint alul, nyomtatandó anyagot kell nyomtatni. Ezenkívül a nyomtatási pontosság viszonylag pontatlan a sztereolitográfiához képest. A hobbisták és az érdeklődők számára ez azonban pontosan a megfelelő eljárás.
Milyen szálak vannak?
Az olvasztott lerakódás modellezésével úgynevezett filamentumokkal nyomtathat. Ezek olyan tekercsek, amelyekre hőre lágyuló anyagokat huzal alakban tekercselnek. A típustól függően azonban vannak különbségek.
- A polilaktádekat ("PLA") a leggyakrabban használják a nyomtatókban. A műanyagot főként regeneráló forrásokból, például kukoricakeményítőből nyerik. Ennek ellenére biológiailag nem lebontható. A műanyag metilcsoportjának köszönhetően élelmiszer-biztonságos és víztaszító. Ezenkívül égésgátló és hosszú ideig ellenáll az UV sugárzásnak. A legnagyobb előnyt azonban a nyomtatás jelenti: nincs kellemetlen szaga.
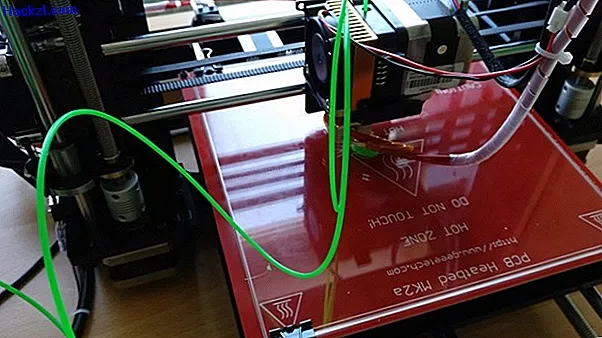
- Az akrilnitril-butadién-sztirol kopolimert ("ABS") szintén nagyon gyakran használják. Ez a műanyag a világ egyik legszélesebb körben alkalmazott műanyag. Különösen ellenáll az olajoknak, zsíroknak és a magas hőmérsékleteknek. A PLA-val ellentétben az ABS jelentősen nehezebb. A nyomtatás során azonban nem szabad belélegeznie ennek a műanyagnak a szagait. A nyomtatás során a fő felelősség a fő felelősség. Míg a PLA jól tapad a fűtött üveglaphoz, bizonyos típusú ABS nagyon rosszul tapad a nagyon forró fűtőágy és a kétoldalas ragasztószalag ellenére. Nagyon szép modellek hozhatók létre az ABS-sel. A nyomtatás után a modellek általában matt színűek. Ha azonban a modellt üvegből készült kupola alá helyezi, amely tartalmaz egy acetonnal megnedvesített ruhát, akkor a modell egy idő után meglehetősen simavá válik: az ABS oldódik acetonban, metil-etil-ketonban vagy diklór-metánban.
- A poli (vinil-alkohol) ("PVAL" vagy "PVOH"), amelyet a polivinil-acetát hidrolízisével állítanak elő, nagyon praktikus a túlnyúlással rendelkező modellek esetében. A műanyag különlegessége, hogy vízben oldódik. Például egy két extrudálóval ellátott 3D nyomtatóban nyomtathat egy modellt PLA-val, a támogatási struktúrát pedig PVAL-lal. Ez a műanyag azonban nem alkalmas szálként az aktuális modell kinyomtatására, mivel a víz felszívja a levegőt, és a modellek nem tartanak sokáig.
- A nagy hatású polisztirolt ("HIPS") főként az ABS hordozóanyagaként használják. Ez a műanyag nagy ütésállósággal és keménységgel rendelkezik, de feloldható limoninnal, amely megtalálható például a citromolajban.
- A PLA vegyületekkel történő nyomtatás különösen exkluzív. Ez a PLA és más anyagok részecskéinek keveréke. Így nyomtathat például fával vagy réztel is.
- A polikarbonátokat ("PC") ritkán használják a nyomtatásban. Ennek előnye a nagyon magas olvadási hőmérséklet, 270–300 ° C. Ez a műanyag nagy ütésállósággal és hőállósággal is rendelkezik.
- Ha olyan fogaskerekeket vagy csavarokat szeretne nyomtatni, amelyeknek erőteljes erőket kell elviselniük, és amelyek nem szakadhatnak el, akkor a polimeximetilén-adipinsav-amin, más néven "nejlon" vagy "PA", ajánlott.
- Az "elasztikus" vagy "Flex" szálak, amelyek általában különböző anyagokból készülnek, gyakran megtalálhatók az interneten. A legnagyobb előnye itt a rugalmasság. Ez lehetővé teszi a rugalmas és gumiszerű modellek nyomtatását. Fő szabályként az uretán alapú hőre lágyuló elasztomereket ("TPU") használják fő komponensként.
- Kupákat és tányérokat is nyomtathat. Ehhez élelmiszer-biztonságos műanyagra van szüksége. A PLA-n kívül van még polipropilén ("PP"), amely szintén kissé rugalmas. A PLA és az ABS élelmiszerek számára biztonságos kombinációja a PETG, amelyet szintén könnyű nyomtatni, és nagyon időjárásálló.
Hogyan működik a nyomtatási folyamat?
Először hozzon létre egy 3D-s modellt egy CAD programmal, és mentse el STL fájlként.
- Ezt az STL fájlt azután szeletelő programba töltik be, például Cura vagy Slic3r.
- A szeletelő programban beállíthatja a modell tulajdonságait, például a kitöltési sűrűséget vagy a tartószerkezetek használatát.
- A program ezután átalakítja a 3D-s modellt G-kódmá. Ez tartalmazza az összes olyan helyzetet, amelyben az extrudernek egymás után kell mozognia. Időközben az izzószálat extrudálják, így egy haptikus modellt hoznak létre.
A következő gyakorlati tippben bemutatjuk a "Solid Edge" CAD programot, amellyel számos praktikus 3D modellt készíthet.